
PET Granuleringslinje




Infraröd kristallisationstork för rPET Extrusion granuleringslinje
Infraröd förtorkning av rPET-flaskflingor: Ökad produktion och förbättrad kvalitet på PET-extruders

Torkning är den enskilt viktigaste variabeln i bearbetningen.
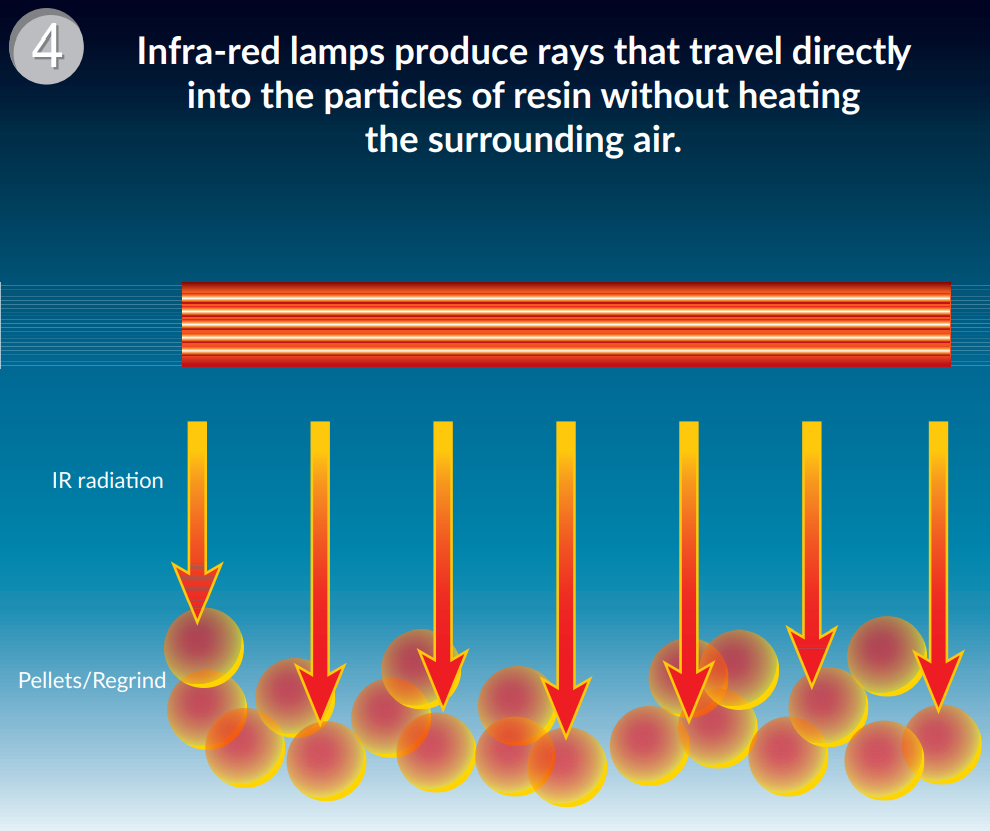
>>Förbättring av tillverkningen och de fysiska egenskaperna hos återvunnen, livsmedelsgodkänd PET genom teknik som drivs av infrarött ljus har en avgörande roll att spela i egenskapen inre viskositet (IV)
>>Förkristallisering och torkning av flingorna före extrudering hjälper till att minimera förlusten av IV från PET, en kritisk faktor för återanvändning av hartset
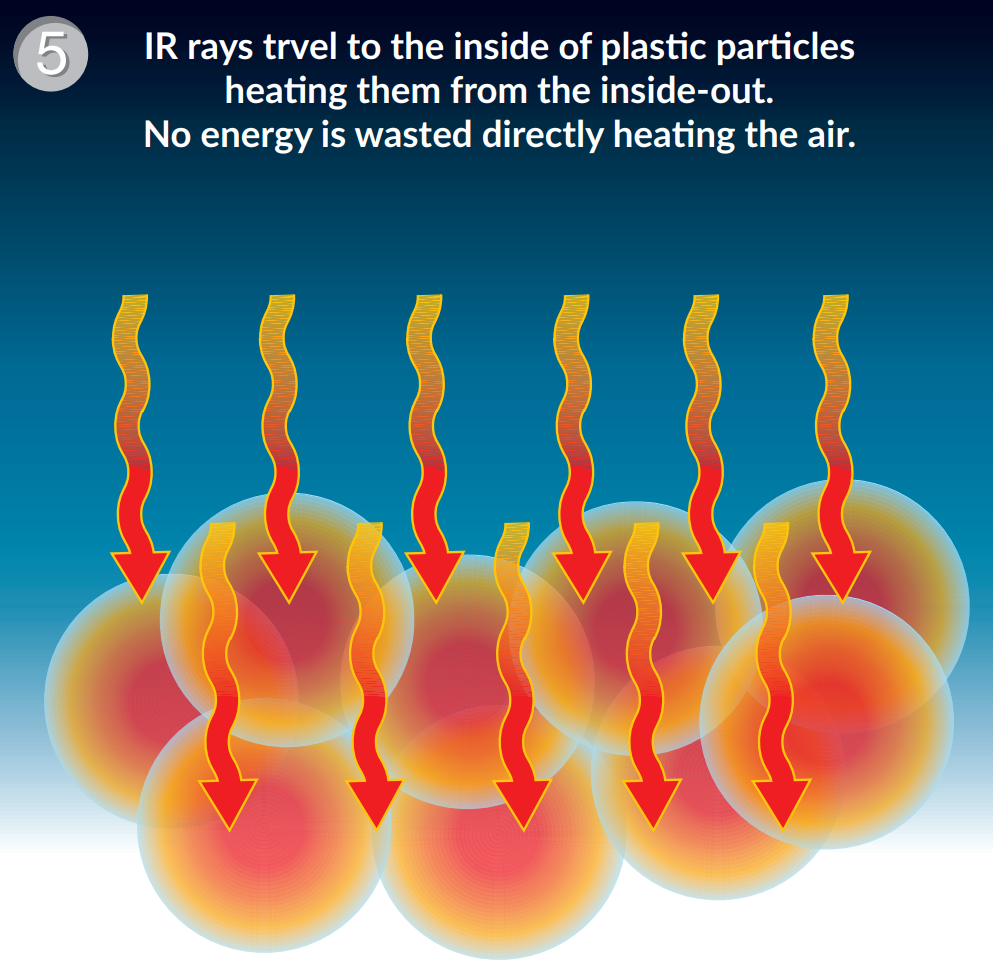
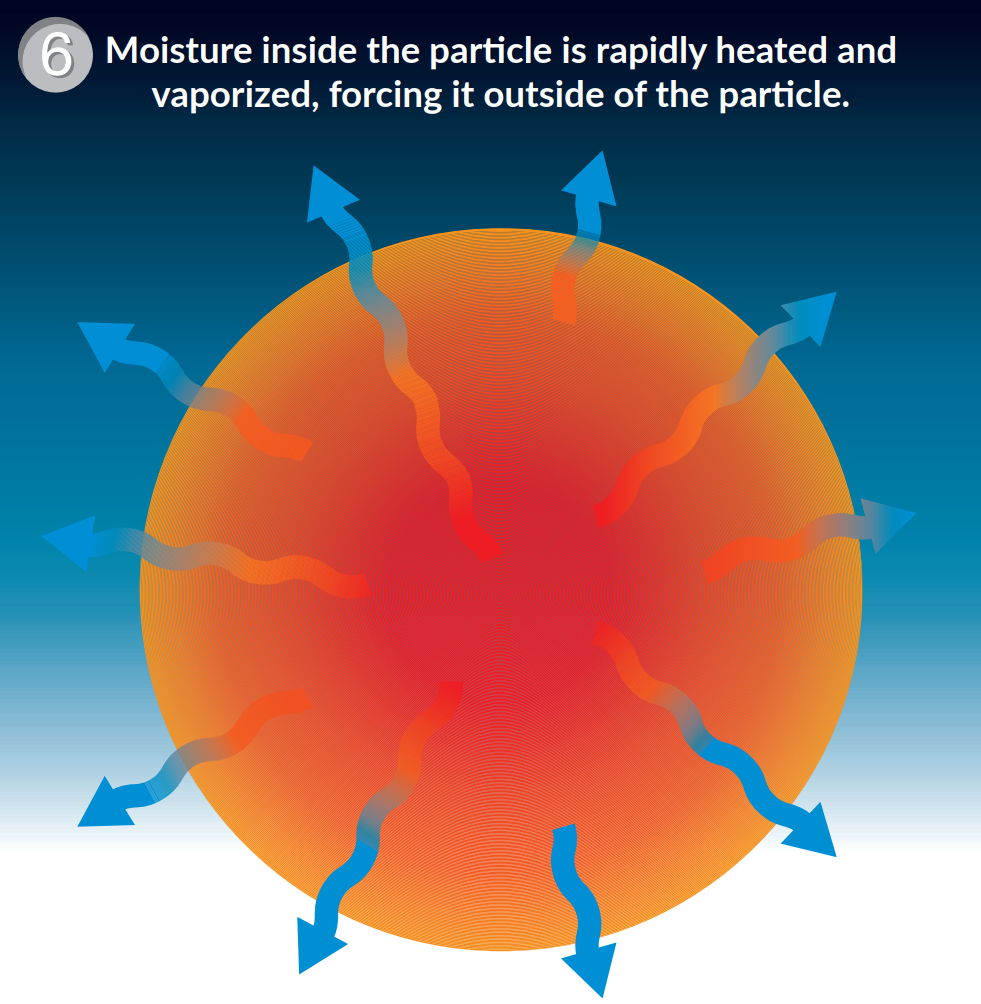
>>Återupparbetning av flingorna i extrudern minskar IV på grund av hydrolys i närvaron av vatten, och det är därför förtorkning till en homogen torknivå med vårt IRD-system kan begränsa denna minskning.DessutomPET-smältremsorna gulnar inte eftersom torktiden förkortas(Torktiden tar bara 15-20 minuter, slutfuktigheten kan vara ≤ 30 ppm, energiförbrukningen mindre än 80W/KG/H)
>>Skärning i extrudern minskar därmed också eftersom det förvärmda materialet kommer in i extrudern vid konstant temperatur"

>>Förbättra produktionen av PET Extruder
En ökning av bulkdensiteten med 10 till 20 % kan uppnås i IRD, vilket förbättrar matningsprestandan vid extruderns inlopp avsevärt – medan extruderhastigheten förblir oförändrad, finns det en väsentligt förbättrad fyllningsprestanda på skruven.

Arbetsprincip
Fördel vi gör
※Begränsar den hydrolytiska nedbrytningen av viskositeten.
※ Förhindra ökande AA-nivåer för material med matkontakt
※ Öka produktionslinjens kapacitet upp till 50 %
※ Förbättring och gör produktkvaliteten stabil - Lika och repeterbar ingående fukthalt i materialet
→ Minska tillverkningskostnaden för PET-pellets: Upp till 60 % mindre energiförbrukning än konventionella torksystem
→ Omedelbar start och snabbare avstängning --- Ingen förvärmning behövs
→ Torkning och kristallisering kommer att bearbetas i ett steg
→ Maskinlinjen är utrustad med Siemens PLC-system med en nyckelminnesfunktion
→ Täcker ett område med liten, enkel struktur och lätt att använda och underhålla
→ Oberoende temperatur och torktid inställd
→ Ingen segregering av produkter med olika bulkdensiteter
→ Lätt att rengöra och byta material
Maskin som körs i kundernas fabrik




FAQ
F: Vilken är den slutliga fukten du kan få?Har du någon begränsning på den initiala fuktigheten i råmaterialet?
S: Den slutliga fuktigheten vi kan få ≤30ppm (ta PET som exempel).Initial fukt kan vara 6000-15000ppm.
F: Vi använder dubbel parallell skruvextrudering med vakuumavgasningssystem för PET Extrusion granuleringslinje, ska vi fortfarande behöva använda förtork?
S: Vi föreslår att du använder förtork före extrudering.Vanligtvis har ett sådant system det strikta kravet på initial fukt i PET-material.Som vi vet är PET ett slags material som kan absorbera fukten från atmosfären vilket gör att extruderingslinjen fungerar dåligt.Så vi föreslår att du använder förtork innan ditt extruderingssystem:
>>Begränsar den hydrolytiska nedbrytningen av viskositeten
>>Förhindra ökande AA-nivåer för material med matkontakt
>> Öka produktionslinjens kapacitet upp till 50 %
>>Förbättring och gör produktkvaliteten stabil - Lika och repeterbar ingående fukthalt i materialet
F: Vad är leveranstiden för din IRD?
S: 40 arbetsdagar sedan vi fick din insättning på vårt företagskonto.
F: Vad sägs om installationen av din IRD?
Erfaren ingenjör kan hjälpa dig att installera IRD-systemet åt dig i din fabrik.Eller så kan vi tillhandahålla guideservice online.Hela maskinen använder flygplugg, lättare för anslutning.
F: Vilken IRD kan man ansöka om?
A: Det kan vara förtork för
- PET/PLA/TPE Plåtextruderingsmaskinlinje
- PET maskinlinje för tillverkning av balremmar
- PET masterbatch kristallisation och torkning
- PETG Plåtextruderingslinje
- PET monofilament maskin, PET monofilament extruderingslinje, PET monofilament för kvast
- PLA /PET filmtillverkningsmaskin
- PBT, ABS/PC, HDPE, LCP, PC, PP, PVB, WPC, TPE, TPU, PET (flaskflingor, granulat, flingor), PET masterbatch, CO-PET, PBT, PEEK, PLA, PBAT, PPS etc.
- Termiska processer föravlägsnande av restoligomeren och flyktiga komponenter.







