
PLA PET termoformning Plåt extrudering linje



Infraröd kristalltork+ PET-plåtextruderingslinje

Fördel vi gör
>>LIANDA utvecklarEnskruvsextruderingslinje med infraröd kristalltorkför PET-plåt, 20 min förtorkning och kristallisering, kan den slutliga fuktigheten vara ≤50 ppm (maskinlinje fungerar stabilt, slutlig plåtkvalitet stabil)
Extruderingslinjen har egenskaperna låg energiförbrukning, enkel produktionsprocess och enkelt underhåll.
Den segmenterade skruvstrukturen kan minska viskositetsförlusten av PET-harts, den symmetriska och tunnväggiga kalanderrullen förbättrar kyleffekten, kapaciteten och arkkvaliteten.
Flerkomponents doseringsmatare kontrollerar procentandelen nytt material, återvinningsmaterial och masterbatch exakt.
Arket har använts i stor utsträckning för termoformning av förpackningsindustrin.
>>Infraröd kristalltork ----- Torka &Kristallisera R-PET-flingor/chips på 20 minuter vid 30 ppm genom att spara 45-50 % energikostnad.
※Begränsar den hydrolytiska nedbrytningen av viskositeten.
※ Förhindra ökande AA-nivåer för material med matkontakt
※ Öka produktionslinjens kapacitet upp till 50 %
※ Förbättring och gör produktkvaliteten stabil - Lika och repeterbar ingående fukthalt i materialet
Minska tillverkningskostnaden för PET-plåt: Upp till 60 % mindre energiförbrukning än konventionella torksystem
Omedelbar start och snabbare avstängning --- Ingen förvärmning behövs
Torkning och kristallisering kommer att bearbetas i ett steg
För att förbättra draghållfastheten hos PET-ark, Öka mervärdet--- Slutlig fukt kan vara ≤30 ppm med 20 minuterTorr & kristallisation
- Maskinlinjen är utrustad med Siemens PLC-system med en nyckelminnesfunktion
- Täcker ett område med liten, enkel struktur och lätt att använda och underhålla
- Oberoende inställd temperatur och torktid
- Ingen segregering av produkter med olika bulkdensiteter
- Lätt att rengöra och byta material


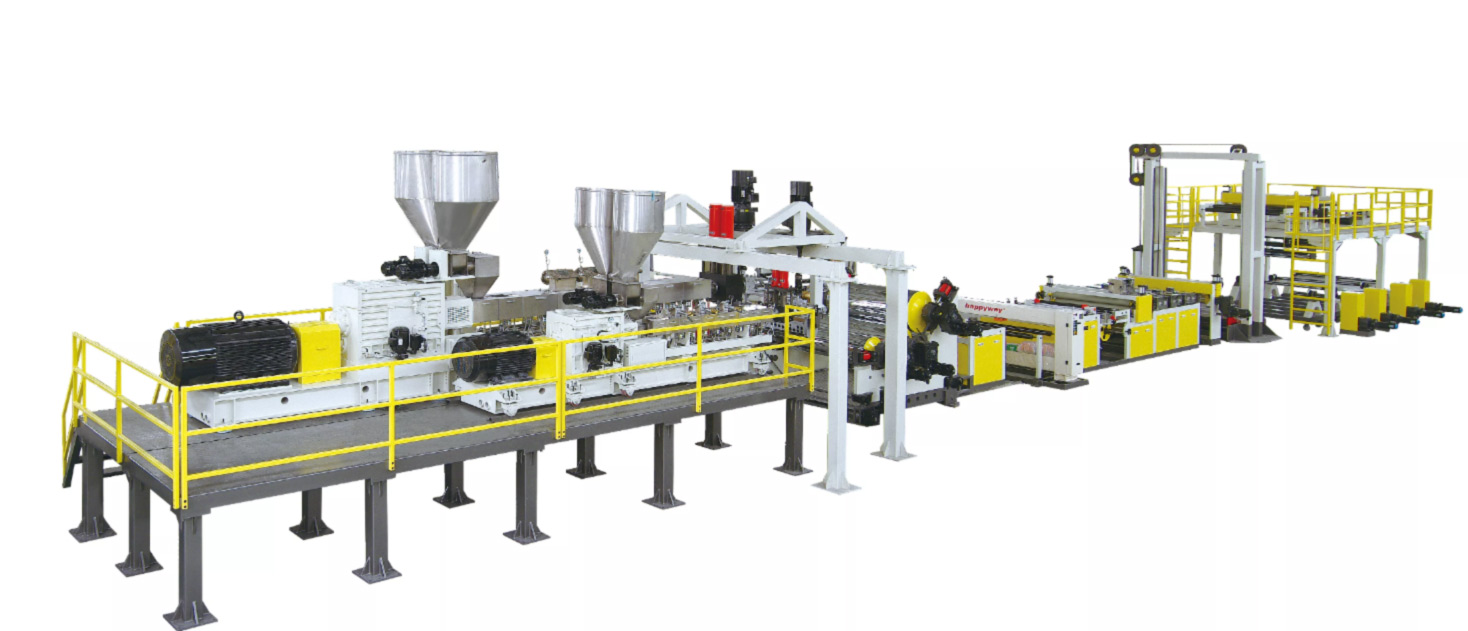
>>PET extruderingsmaskin linje
| Modell | Flera lager | Ett lager | Högeffektiv |
| Extruderspecifikation | LD75&36/40-1000 | LD75/40-1000 | LD95&62/44-1500 |
| Produktens tjocklek | 0,15-1,5 mm | 0,15-1,5 mm | 0,15-1,5 mm |
| Huvudmotoreffekt | 110kw/45kw | 110kw | 250kw/55kw |
| Max extruderingskapacitet | 500 kg/h | 450 kg/h | 800-1000 kg/h |
Maskinlista
| Maskinsammansättning | ||
| NO | Maskin | Kvantitet |
| 1 | PET Infraröd kristalltork | 1 set |
| 2 | Vakuum skruvmatare | 1 set |
| 3 | Dubbelskruvextruder | 1 set |
| 4 | Vakuum undertryckssystem | 1 set |
| 5 | Dubbelkanalfilter | 1 set |
| 6 | Smältdoseringspump | 1 set |
| 7 | PET speciell formform | 1 set |
| 8 | Tre-vals kalandrering utgör en del | 1 set |
| 9 | Silikonoljebeläggning och Ugnsanordning | 1 set |
| 10 | Skäranordning för kantmaterial | 1 set |
| 11 | Återvinningsanordning för kantmaterial | 1 set |
| 12 | Dubbel stationslindningssystem | 1 set |
| 13 | SIEMENS kontrollsystem för gränssnitt mellan människa och maskin | 1 set |
Maskinfoton



FAQ
F: Vilken är den slutliga fukten du kan få?Har du någon begränsning på den initiala fuktigheten i råmaterialet?
S: Den slutliga fuktigheten vi kan få ≤30ppm (ta PET som exempel).Initial fukt kan vara 6000-15000ppm.
F: Vi använder dubbel parallellskruvextrudering med vakuumavgasningssystem för PET-plåtextrudering, ska vi fortfarande behöva använda förtork?
S: Vi föreslår att du använder förtork före extrudering.Vanligtvis har ett sådant system det strikta kravet på initial fukt i PET-material.Som vi vet är PET ett slags material som kan absorbera fukten från atmosfären vilket gör att extruderingslinjen fungerar dåligt.Så vi föreslår att du använder förtork innan ditt extruderingssystem:
>>Begränsar den hydrolytiska nedbrytningen av viskositeten
>>Förhindra ökande AA-nivåer för material med matkontakt
>> Öka produktionslinjens kapacitet upp till 50 %
>>Förbättring och gör produktkvaliteten stabil - Lika och repeterbar ingående fukthalt i materialet
F: Vi kommer att använda nytt material men vi har ingen erfarenhet av att torka sådant material.Kan du hjälpa oss?
S: Vår fabrik har testcenter.I vårt testcenter kan vi utföra kontinuerliga eller diskontinuerliga experiment för kundens provmaterial.Vår utrustning är utrustad med omfattande automations- och mätteknik.
Vi kan demonstrera --- Transport/lastning, torkning och kristallisering, urladdning.
Torkning och kristallisering av material för att bestämma restfukt, uppehållstid, energitillförsel och materialegenskaper.
Vi kan också visa prestanda genom att lägga ut underleverantörer för mindre partier.
I enlighet med dina material- och produktionsbehov kan vi tillsammans med dig göra upp en plan.
Erfaren ingenjör kommer att göra testet.Dina medarbetare är hjärtligt välkomna att delta i våra gemensamma stigar.Därmed har du både möjlighet att bidra aktivt och möjlighet att faktiskt se våra produkter i drift.
F: Vad är leveranstiden för din IRD?
S: 40 arbetsdagar sedan vi fick din insättning på vårt företagskonto.
F: Vad sägs om installationen av din IRD?
Erfaren ingenjör kan hjälpa dig att installera IRD-systemet åt dig i din fabrik.Eller så kan vi tillhandahålla guideservice online.Hela maskinen använder flygplugg, lättare för anslutning.
F: Vilken IRD kan man ansöka om?
A: Det kan vara förtork för
PET/PLA/TPE Plåtextruderingsmaskinlinje
PET maskinlinje för tillverkning av balremmar
PET masterbatch kristallisation och torkning
PETG Plåtextruderingslinje
PET monofilament maskin, PET monofilament extruderingslinje, PET monofilament för kvast
PLA /PET filmtillverkningsmaskin
PBT, ABS/PC, HDPE, LCP, PC, PP, PVB, WPC, TPE, TPU, PET (flaskflingor, granulat, flingor), PET masterbatch, CO-PET, PBT, PEEK, PLA, PBAT, PPS etc.
Termiska processer föravlägsnande av restoligomeren och flyktiga komponenter.
Realted produkter
-

PET Flake/skrot avfuktare kristalliserare
-

Polyester masterbatch kristalltork
-

Torkmedelsavfuktare av plast
-

Infraröd kristalltork PET Granulation
-

Infraröd kristalliseringstork för tillverkning av PET-förformar
-

PA torktumlare
-

PET-flaska skärning, tvätt, torkning maskin linje
-

PLA PET termoformning Plåt extrudering linje
-

Produktionslinje för PET-band av plast